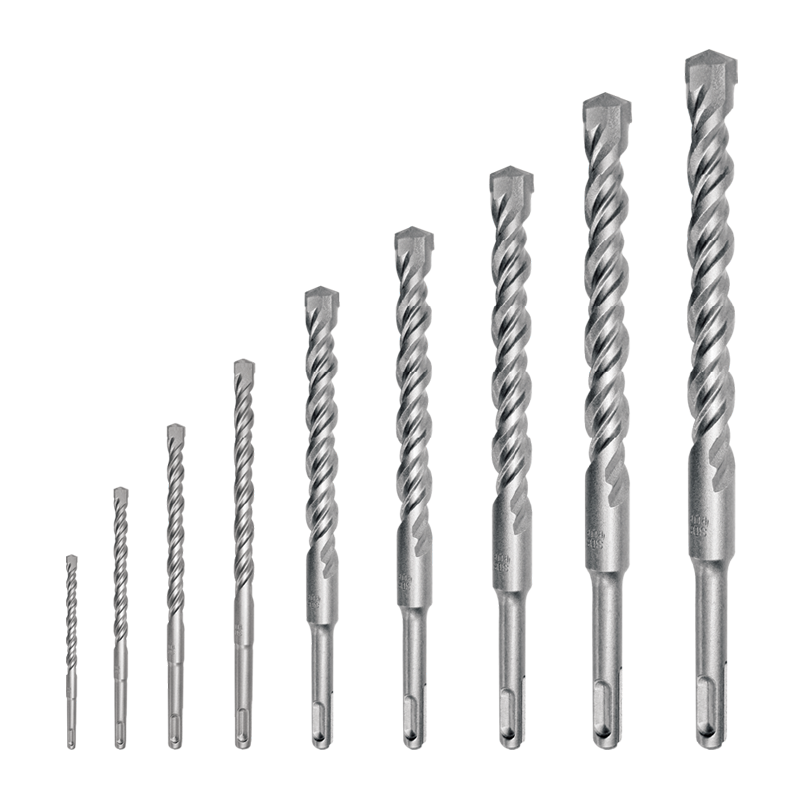














Der Prozess des Bohrers
1. Entsprechend dem Durchmesser und der Gesamtlänge des entworfenen Bohrers können Sie die Legierungsstabschneidemaschine wählen oder die Drahtschneidemaschine für die Verarbeitung mit fester Länge verwenden.
2. Für den festen Längenschnitt Stangenbestand kann die zwei Stirnflächen bündig auf dem manuellen Werkzeugschleifer realisiert werden.
3. Anfasen oder Stanzen der geschliffenen Stirnfläche des Legierungsstabs, um den Außendurchmesser und den Schaft des Bohrers vorzubereiten, abhängig davon, ob die äußere Schleifvorrichtung mit einem positiven oder negativen Zentrum verwendet wird.
4. Der Außendurchmesser des Bohrers, der Außendurchmesser des Schafts und der Außendurchmesser des Hohlteils werden auf einer hochpräzisen Rundschleifmaschine verarbeitet, um die Zylinderhaftigkeit des Außendurchmessers, des Rundlaufs und des Oberflächenfinishs sicherzustellen.
5.Um die Verarbeitungseffizienz auf der CNC-Schleifmaschine zu verbessern, kann der Bohrspitzenteil des Bohrers abgeschrägt werden, bevor die Legierungsstange auf die CNC-Schleifmaschine gelegt wird, zum Beispiel kann der 140° Bohrspitzenwinkel beim Fasen grob bis 142° geschliffen werden.
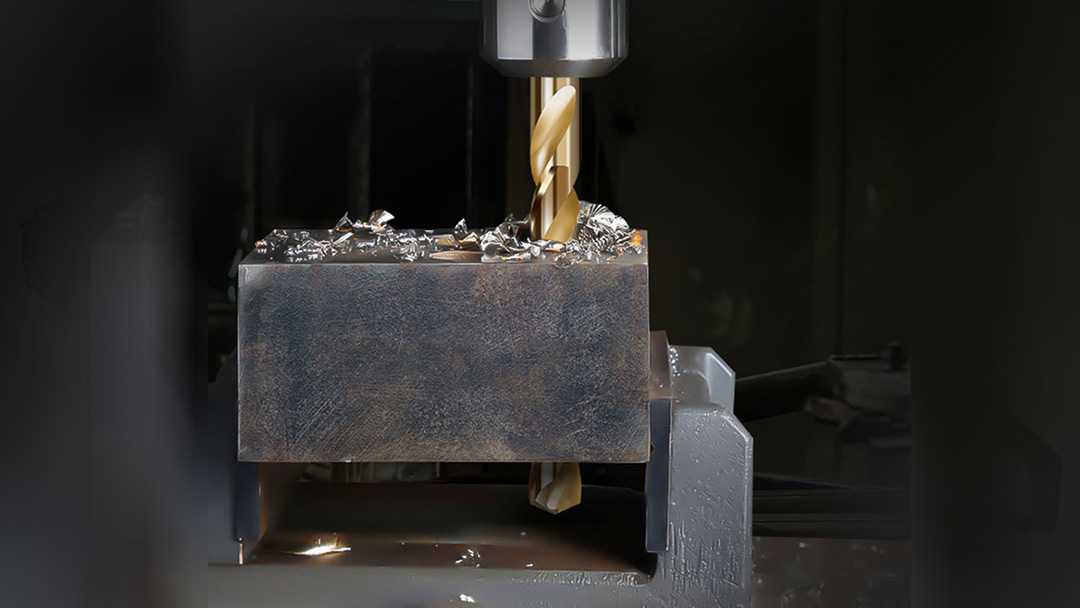
6. Nachdem Sie den abgeschrägten Legierungsstab gereinigt haben, übertragen Sie ihn in den CNC-Schleifprozess und bearbeiten Sie alle Teile des Bohrers auf der fünfachsigen CNC-Schleifmaschine.
7.Wenn es notwendig ist, die Spannut und das äußere runde Ende des Bohrers zu verbessern, kann es mit einem Wollrad und Schleifmittel vor oder nach dem fünften Schritt poliert werden, aber in diesem Fall muss der Bohrer in mehr Schritten verarbeitet werden.
8. Lasergravieren Sie den Bohrer mit dem Firmenlogo und der Bohrergröße.
9. Die markierten Bohrer werden verpackt und an eine professionelle Werkzeugbeschichtungsfirma für die Beschichtung versendet.
Verarbeitungsprobleme von Bohrern
1. Wenn Sie den äußeren Teil des Bohrers auf der zylindrischen Schleifmaschine bearbeiten, müssen Sie auf das Versagen der Vorrichtung achten und ausreichende Kühlung des Legierungsstabs während der Bearbeitung bereitstellen und eine gute Gewohnheit haben, die Außendurchmessergröße der Bohrspitze zu messen.
2. Versuchen Sie bei der Bearbeitung des Bohrers auf der CNC-Schleifmaschine, die Grob- und Endbearbeitung in zwei Schritten zu trennen, wenn Sie programmieren, um das Vorhandensein potenzieller thermischer Risse zu vermeiden, die durch zu viel Schleifen verursacht werden, die die Werkzeuglebensdauer beeinträchtigen.
3. Verwenden Sie vernünftig gestaltete Materialschalen für die Werkzeughandhabung, um Schäden an der Schneide zu vermeiden, die durch das Stößen der Werkzeuge gegen einander verursacht werden.4. Verwenden Sie Ölstein, um die Kante der Diamantschleifscheibe zu öffnen, die beim Schleifen in der Zeit schwarz geworden ist.
Material des Bohrers
1. Hochgeschwindigkeitsstahl. Hochgeschwindigkeitsstahl (HSS) ist eine Art Werkzeugstahl mit hoher Härte, hoher Verschleißfestigkeit und hoher Hitzebeständigkeit, auch bekannt als Hochgeschwindigkeitswerkzeugstahl oder scharfer Stahl, allgemein bekannt als weißer Stahl. HSS-Werkzeug ist zäher als gewöhnliche Werkzeuge, einfacher zu schneiden Werkzeuge, HSS hat bessere Zähigkeit, Festigkeit, Hitzebeständigkeit als Kohlenstoffwerkzeugstahl, Schnittgeschwindigkeit als Kohlenstoffwerkzeugstahl (Eisen-Kohlenstoff-Legierung) ist viel höher, so genannt HSS; und Hartmetall gerade besser als die Leistung von HSS, Schneidgeschwindigkeit kann um 2-3-mal erhöht werden.
2. Hartmetall. Die Hauptkomponente des Bohrmaterials ist Wolframcarbid und Kobalt, die 99% aller Komponenten und 1% anderer Metalle ausmacht, so wird es Wolframstahl (Hartmetall) genannt. Wolframstahl ist ein gesintertes Verbundmaterial, das mindestens eine Metallkarbidzusammensetzung enthält. Wolframcarbid, Kobaltcarbid, Niobcarbid, Titancarbid und Tantalcarbid sind gemeinsame Komponenten von Wolframstahl. Die Korngröße der Hartmetallkomponente liegt typischerweise im Bereich von 0,2-10 Mikrons, und die Hartmetallkörner werden mithilfe eines Metallbinders miteinander verbunden. Das Bondmetall ist im Allgemeinen ein Eisengruppenmetall, üblicherweise Kobalt oder Nickel. So gibt es Wolfram-Kobalt-Legierungen, Wolfram-Nickel-Legierungen und Wolfram-Titan-Kobalt-Legierungen. Sinterformung von Wolframstahlbohrer Material besteht darin, das Pulver in einen Knüppel zu pressen, dann in den Sinterofen zu einer bestimmten Temperatur erhitzt (Sintertemperatur) und für eine bestimmte Zeit gehalten (Haltezeit) und dann abgekühlt, um das Wolframstahlmaterial mit den erforderlichen Eigenschaften zu erhalten.
VIDO ist ein Hersteller von professionellen Werkzeugen, produziert eine Vielzahl von professionellen Werkzeugen, einschließlich Kettensägen, Staubsauger, Bohrer und verschiedene andere Artikel. Wir haben eine Vielzahl von Produkten und exportieren ins Ausland, die von jedem anerkannt wurden. Wenn Sie an den Produkten unserer Firma interessiert sind, können Sie sich gerne an unsere Firma wenden.